04.08.2022 | Clients
Foundation with potential to flourish
Austria Druckguss is one of those companies that prefers to do things their own way, and doesn’t like to outsource anything if it can possibly avoid it. Especially when it comes to quality. An attitude that explains why this manufacturer of complex high-pressure die-cast aluminum components is currently developing in-house tool-making capabilities. For the past year, a “VMX 42 HSi” from HURCO has furnished the foundation for this drive.
 Some time ago, the management at Austria Druckguss, located near Graz in Gleisdorf, determined that everything of primary importance for quality would be manufactured internally. Implementation was launched two years ago in the form of a concept that embraces everything from tool maintenance to in-house tooling manufacture. “We started with measurement equipment and by repairing molds for high-pressure die casting in aluminum. Now we have expanded into machining and mechanical processing,” reports Mario Schantl, Tooling Manufacturing Director. The subsequent implementation phase will be placing renewed emphasis on technical instruction to develop the professional potential of the firm’s own personnel. “This is reflected in the plans for the coming year, with apprenticeships for tool makers, machinists and foundry personnel, who will also be supporting our twelve associates in their own tool-making activities.” When it comes to ensuring cost-effective processes, our machinery quite naturally assumes central significance, continues Schantl. Since last year, the response has been to assign a 3-axis machining center from HURCO to form the firm foundation for these efforts. In the medium to long term, additional lathes, electrical discharge machines and special-purpose machinery will follow. Various 5-axis concepts are also under discussion. “Project procurements will be entirely determined by our day-to-day experience. And right now, it looks like HURCO will be our partner on this path.”
Some time ago, the management at Austria Druckguss, located near Graz in Gleisdorf, determined that everything of primary importance for quality would be manufactured internally. Implementation was launched two years ago in the form of a concept that embraces everything from tool maintenance to in-house tooling manufacture. “We started with measurement equipment and by repairing molds for high-pressure die casting in aluminum. Now we have expanded into machining and mechanical processing,” reports Mario Schantl, Tooling Manufacturing Director. The subsequent implementation phase will be placing renewed emphasis on technical instruction to develop the professional potential of the firm’s own personnel. “This is reflected in the plans for the coming year, with apprenticeships for tool makers, machinists and foundry personnel, who will also be supporting our twelve associates in their own tool-making activities.” When it comes to ensuring cost-effective processes, our machinery quite naturally assumes central significance, continues Schantl. Since last year, the response has been to assign a 3-axis machining center from HURCO to form the firm foundation for these efforts. In the medium to long term, additional lathes, electrical discharge machines and special-purpose machinery will follow. Various 5-axis concepts are also under discussion. “Project procurements will be entirely determined by our day-to-day experience. And right now, it looks like HURCO will be our partner on this path.”
“If it doesn’t work here…”

The customer for the tool maker from Gleisdorf is the production section within their own firm. “Our work forms the foundation that provides our production people with the resources for quality enhancement on a daily basis,” emphasizes Schantl. “The array of assignments embraces everything from repairing die casting molds and producing free-form surfaces to machining locating pins and locating adapters. And the thing is this: If it doesn’t work here, then it’s not going to work in production.” At which tool-making assumes central significance for the firm. This is even more important when we consider that for many years Austria Druckguss has been active as a supplier to the automotive industry, where quality is absolutely essential. The company is also associated with the Chinese Zhongding Group, which is active in numerous sectors of the vehicle industry. Yet another salient asset for the component manufacturer’s customers resides in its participation in ACstyria Mobility Cluster, a network of over 300 companies representing the automotive, aerospace and rail-systems sectors.
A brimming specifications brief
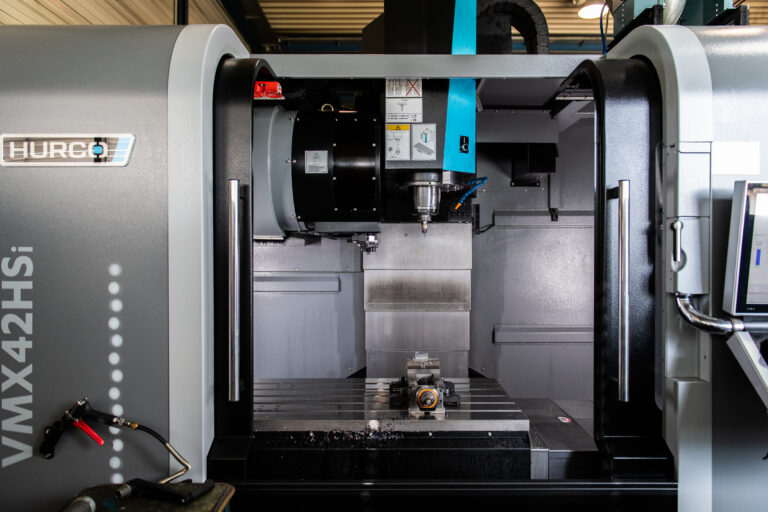 Thus a year ago, Austria Druckguss was ready to order a VMX 42 HSi from HURCO – this is a 3-axis machine for medium formats offering spindle speeds of up to 20,000 rpm and power ratings extending to 35 kW while generating torques as high as 119 Nm. “We had extensive requirements for the planned machine, whereby component dimensions were at the top of the list,” notes Schantl. In Gleisdorf, part lengths and widths vary in a range extending from 300 x 300 to 1,000 x 500 mm, which means that a compact machine never entered consideration. Meanwhile, the envisaged machining operations rendered high spindle speeds essential. “Another consideration was that the machine had to be designed to accommodate high cutting-fluid pressures and feature internal cooling,” emphasizes the Tooling Manufacturing Director. “When manufacturing jigs, we have to work with temperature-sensitive materials on a continuous basis,” he explains. Based on HURCO’s recommendation, the company decided to go with an HSK-63A interface “that operates in perfect harmony with the high-speed spindle while offering us an extended spectrum of application options.” This spectrum is supported by the VMX 42 HSi tool changer featuring no less than 40 stations.
Thus a year ago, Austria Druckguss was ready to order a VMX 42 HSi from HURCO – this is a 3-axis machine for medium formats offering spindle speeds of up to 20,000 rpm and power ratings extending to 35 kW while generating torques as high as 119 Nm. “We had extensive requirements for the planned machine, whereby component dimensions were at the top of the list,” notes Schantl. In Gleisdorf, part lengths and widths vary in a range extending from 300 x 300 to 1,000 x 500 mm, which means that a compact machine never entered consideration. Meanwhile, the envisaged machining operations rendered high spindle speeds essential. “Another consideration was that the machine had to be designed to accommodate high cutting-fluid pressures and feature internal cooling,” emphasizes the Tooling Manufacturing Director. “When manufacturing jigs, we have to work with temperature-sensitive materials on a continuous basis,” he explains. Based on HURCO’s recommendation, the company decided to go with an HSK-63A interface “that operates in perfect harmony with the high-speed spindle while offering us an extended spectrum of application options.” This spectrum is supported by the VMX 42 HSi tool changer featuring no less than 40 stations.
Quality trumps quick

Work in Gleisdorf includes highly specialized individual applications. This is demonstrated by the closing forces of the die casting machines: In this application, the tools are exposed to pressures reaching 1,800 metric tons. “Within the space of about 30 milliseconds, we enclose extremely abrasive fluid aluminum in the molds with a process that heats them to 700 °C. Then, 20 seconds later, the molds have cooled back down to 200 °C,” explains Schantl. This is accompanied by enormous stresses at the shaping surfaces, and with these comes the repeated risk of firing cracks and mold chipping. The first step during repairs is to weld up the crack, “then the die casting molds come to us, and we use the HURCO to recreate the original contours.” With tolerances measured in hundredths of a millimeter, the prime considerations here are precision and consistency. “This is why we view it as extremely significant that the “WinMax” control system lets us use the “AdaptiPath” software option for trochoidal milling and “Ultimotion” for highly dynamic machining operations,” asserts machining technician Günther Mittendrein. “Because this lets us achieve high quality in secure and cost-effective processes.” A decisive consideration, considering that prices for a machining operation start at a hardy 10,000 euros. The number can easily climb to 60,000 euros for a complete die assembly. “This is why we value quality more than speed,” notes Schantl. “Despite this fact, we still want to gradually reduce the time that we need for each job. Simply enough, because now we can maintain process integrity while recognizing economic imperatives.”
Works with any program
 In summary, a year working with the VMX 42 HSi demonstrates: You can count on HURCO. The machining center is currently in single-shift operation for between 5 and 7 hours a day. When there is night work, it often runs without an operator present. In theunlikely event that a problem does occur, it will stem from operator error. The handling system’s simplicity ensures that this remains an extremely rare contingency. “High machine availability and high tooling quality are the deciding factors defining how cost-effective our processes are going to be,” is Schantl’s summary. “At the same time, the ability to expand the machine with a fourth and even fifth axis assumes immense significance for our tool-making activities. This is how the VMX 42 HSi rises to meet new challenges.” Of course, the processes in our current activity roster are now second-nature: “We program complex free-form surfaces at the CAM station, and reading them in is simplicity itself. The HURCO accepts every program without complaints,” is how Mittendrein describes it. “And the simulations run perfectly on the high-resolution monitors to minimize work fatigue.” To sum up, working with this machine is as easy as it is convenient.
In summary, a year working with the VMX 42 HSi demonstrates: You can count on HURCO. The machining center is currently in single-shift operation for between 5 and 7 hours a day. When there is night work, it often runs without an operator present. In theunlikely event that a problem does occur, it will stem from operator error. The handling system’s simplicity ensures that this remains an extremely rare contingency. “High machine availability and high tooling quality are the deciding factors defining how cost-effective our processes are going to be,” is Schantl’s summary. “At the same time, the ability to expand the machine with a fourth and even fifth axis assumes immense significance for our tool-making activities. This is how the VMX 42 HSi rises to meet new challenges.” Of course, the processes in our current activity roster are now second-nature: “We program complex free-form surfaces at the CAM station, and reading them in is simplicity itself. The HURCO accepts every program without complaints,” is how Mittendrein describes it. “And the simulations run perfectly on the high-resolution monitors to minimize work fatigue.” To sum up, working with this machine is as easy as it is convenient.
The potential of safe steps

For Schantl, the training courses exemplify what working with HURCO really means: “We sent two of our staff to training courses. And of all the training courses I have ever experienced, this one was quite simply the best.” A theme that continues into the realms of service and field support, according to Mittendrein. At the end of the day, the overall package, consisting of machine, costs and results, is perfect. “Especially when you consider that the decision to purchase a 4-axis machine with expansion options for incorporating a fifth axis proved to be the right one,” affirms Schantl. “This gave us security as we entered the world of CNC machining centers, while also providing us with an expandable basis as we continue our drive to establish in-house tooling manufacture.”

HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
phone+49 (89) 905094 - 29
E-mail abanek@hurco.de